Преимущество точечной сварки неоспоримо при
выполнении сварочных работ с деталями, имеющими малые размеры. При
одинаковом качестве сварного
соединения энергетические затраты
уменьшаются в несколько раз.
Предлагаемое устройство незаменимо
при сварке листовых деталей толщиной
до 1 мм или прутков, проволоки до 4 мм
диаметром. Эти параметры определяются геометрическими размерами и
тепло-
проводностью материала.
Функционально предлагаемое устройство состоит из трех узлов:
1 - блок управления; 2- сварочный трансформатор; 3 -
контактно-сварочный узел.
Основные технические параметры
Напряжение питания. . . 220 В,
50 Гц
Выходное напряжение холостого хода . . . . . . . . . . 4 - 6 В
Максимальный импульсный сварочный ток . . . . . . . . До 1500 А
Для изготовления блока управления понадобится
трансформатор мощностью 10 - 20 Вт с напряжением сетевой обмотки 220 В, 50 кГц и
напряжением вторичной обмотки 15 - 25 В; набор электролитических конденсаторов
типа К50-35; реле герконовое типа РЭС42; РЭС43; РЭС55 или другое
электромеханическое с малым током срабатывания и рабочим напряжением 15 - 25;
кнопка переключающая типа КМ-1 или другая; блок переклю- чателей типа П2К
независимого включения на 5-6 позиций для подключения конденсаторов при подборе
времени цикла сварки; диодный мост для заряда емкостей постоянным напряжением
типа КЦ402 - КЦ407; переменный резистор мощностью 1 - 3 Вт группы А или
проволочный.
Основной деталью блока управления является силовой ключ МТТ4К
- однофазный бесконтактный тиристорный пускатель на ток 40 - 80 А и напряжением
600-800 В. Для изготовления силового сварочного трансформатора Т2 (рис.1) взят
магнитопровод от неисправного лабораторного автотрансформатора на 2,5 А. Удалив
старую обмотку, вырезаем из электрокартона толщиной 0,5-1,0 мм две шайбы,
которые накладываем на торцы магнитопровода с напуском в 1-2 мм по внутреннему и
наружному диаметру с последующим бандажированием лакотканью или подобным
материалом не менее трех слоев для достижения электрической и механической
прочности, предотвращающей разрушение и протирание сетевой обмотки на
магнитопровод в процессе эксплуатации.
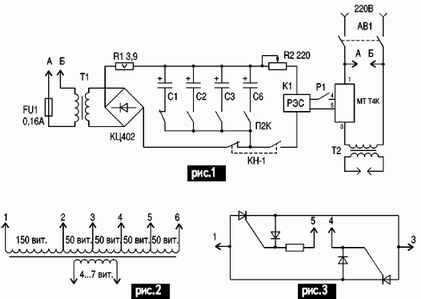
Диаметр провода сетевой обмотки выбран 1,2-1,5 мм, желательно
в тканевой изоляции для более качественной пропитки лаком. Провод укладываем
виток к витку равномерно по всему периметру магнитопровода согласно рис.2. После
намотки первичной обмотки ее бандажируют хлопчатобумажной лентой и пропитывают
лаком типа КС521, ЭП730 или аналогичным. Вторичная обмотка содержит 4-7 вит- ков
медного многожильного провода диаметром не менее 20 мм и сечением не менее 300
мм2 в кремнийорганической изоляции или аналогичного жгута. На концы обмотки
следует надеть соответ- ствующие наконечники с последующим пропаиванием для
достижения минимального сопротивления контактного пере- хода.
Контактно-сварочный узел изготавливают с учетом требования для технологического
процесса. Материалом для электродов может служить медь, бронза бе- риллиевая и
их заменители. Для созда- ния качественного сварочного ядра контактная площадь
электрода должна быть минимальной, также необходимо обеспе- чить плотное
прилегание и сжатие свариваемых деталей силой не менее 20 кг/см2 (это усилие
подбирают при отработке технологического процесса). При сборке устройства особое
внимание надо уделить качеству соединений для получения минимальных потерь на
переходных сопротивлениях контактов. Порядок работы При замкнутом контакте КН-1
или любом из переключателей П2К происходит заряд выбранной емкости С1-Сх до
напряжения питания 15-30 В, а после нажатия КН-1 размыкается цепь заряда, и
подключается цепь разряда К1 - РЭС. Величиной емкости, а следовательно, и
запасенной ею энергией определяется время удержания реле РЭС в замкнутом
состоянии, т.е. время цикла сварки путем прохождения силового тока через силовой
ключ МТТ4К 80-8 от нескольких до десятков периодов сетевого напряжения.
С целью уменьшения количества конденсаторов и переключателей
П2К для подборки времени цикла сварки их мож- но собирать в параллельную цепь.
Ориентировочные номиналы емкостей С1 и С2 по 47 мкФ, С3 и С4 по 100 мкФ, С5 и С6
по 470 мкФ, все емкости на рабочее напряжение не ниже зарядного 30 В. Более
точное время цикла сварки подбирают переменным резистором R2. Грубую подстройку
тока сварки осуще- ствляют путем переключения отводов си- лового трансформатора
Т2. Силовой ключ МТТ4К (рис.3) представляет собой беспотенциальный
тиристорно-диодный модуль в унифицированном корпусе МТТ4. Ток управления,
протекающий через контакты реле, не превышает 100 мА. Силовой ключ МТТ4К
необходимо установить на радиатор охлаждения площадью 400-600 см2 или
использовать теплоотводящую площадь корпуса устройства, не забывая о том, что на
силовых контактах и контактах управления присутствует сетевое напряжение.
http://www.texnic.ru
| 