 |
Солдатики,
шахматные фигурки, скульптурки, мебельная фурнитура, оригинальные
пуговицы, запонки, памятные жетоны и медали по случаю юбилеев ваших
друзей, ювелирные изделия — только часть того перечня изделий, что можно
изготовить самостоятельно, отливкой. Работа эта вполне под силу даже
тем, кто еще не имел подобного опыта: достаточно обладать фантазией,
быть в меру аккуратным, и конечно, обзавестись несложным оборудованием
для домашней литейной мастерской.
Первое звено в
литейной технологической цепочке — расплав металла. Домашний тигель
можно сделать, например, из стандартного нагревательного элемента от
электрического камина или рефлектора типа ЭКН-0,5. Для этого снимите
спираль вместе с крепежными деталями, а сквозные отверстия в верхней
части и цоколе корпуса элемента заделайте огнеупорной глиной. Ее лучше
обжечь до начала первой плавки: элемент загерметизируется плотнее.
Затем в цоколе надо
продолжить тонким надфилем или ножовкой по металлу винтовую нарезку: это
позволит увеличить прогрев относительно массивной цокольной части, а
значит, получить более равномерное поле температур по всему тиглю.
Нагревателем будет служить проволока из нихрома 1 мм, уложенная в канавку. Изготовленный узел плотно обмотайте 1-2
слоями кварцевой ткани, имеющей низкую теплопроводность, или
стеклоткани, а концы проволоки выведите наружу. |
Для корпуса печи
используйте металлическую консервную банку литровой емкости: в центре ее
поставьте нагревательный элемент, а оставшийся свободным объем плотно
заполните асбестовой крошкой. Сверху нанесите слой огнеупорной глины
толщиной 5-10 мм. Оба конца нагревателя надо вывести из корпуса через
керамическую штепсельную коробку от электроплитки или подобный изолятор,
вырезав под него соответствующее отверстие.
Крышка печи делается из
такой же банки, что и корпус, только укороченной до 50 мм. Изнутри она
также набивается крошкой и заделывается слоем глины той же толщины. В
середине крышки выбирается небольшой пятимиллиметровый свод, чтобы не
подлипал флюс при возможном воспламенении расплава.
Полезный объем получившегося тигля составит около 100 см3.
Он обеспечивает получение температуры до 1000-1200°С при мощности
нагревателя 120-150 Вт. Питание от сети подается через трансформатор
напряжением 18-24 В.
При плавлении латуни и
бронзы, что требует температуры 900-1000°С, тигель выдерживает 10-12
циклов. Время каждого нагрева около часа. Однако не стремитесь увеличить
скорость плавки — это ускорит выход печи из строя из-за растрескивания
керамики элемента и может повлечь преждевременное перегорание
нагревателя. При работе с металлами с менее высокой температурой
плавления, например, оловом, можно пользоваться нагревательным элементом
со стандартной спиралью с подачей напряжения непосредственно 127-220 В:
мощности для прогрева его вполне достаточно, даже если не изолировать
элемент кварцевой тканью, а просто обмазать толстым слоем той же глины.
Теперь о выплавке самих
изделий. Обычно их отливают по готовой форме, сделанной из пластмассы,
металла, дерева. Сначала изготовляют опоку — деревянный ящик без дна.
Размеры его зависят от величины изделия, имейте только в виду, что
расстояние от модели до стенок должно быть не менее 15-20 мм. Лучше,
чтобы опока была разъемной: для этого противоположные стенки соедините
попарно на петлях. Нижнюю половину опоки заполните пластилином — у вас
получится так называемая подмодельная доска. По углам в нее вставляют
примерно на половину длины металлические штыри 2-4 мм (например, подходящие по размерам гвозди, спицы): они служат для фиксации положения верхней полуформы.
Приступая к работе, смажьте
подмодельную доску по бокам тонким слоем вазелина и зажмите в опоку.
Разровняйте пластилин, вдавите в него до половины так же смазанную
модель. Далее возьмите гипс, смачивая его водой, тщательно размешивая
при этом, приготовьте раствор, доведя его до густоты жидкой сметаны.
Начальный и последующий слои обмазки наносят на модель кисточкой, не
допуская образования пустот в углах и складках, после чего раствор
доливают до верха ящика. Подождите, пока гипс застынет. При комнатной
температуре это произойдет через минут 15-20. Перевернув опоку «вверх
дном», извлеките из нее подмодельную доску: вот когда особенно скажутся
преимущества разъемного ящика. Повторите весь процесс. Если теперь снять
опоку, разъединить половины гипса и аккуратно извлечь модель, то на
обеих поверхностях получатся готовые ее «отпечатки» — полуформы. Их
необходимо хорошо высушить: только делайте это, постепенно повышая
температуру прогрева — сначала подержите на солнце или на батарее
отопления, а затем поставьте в духовку домашней плиты. Здесь они должны
находиться 3-4 часа при 150-200°С.
Затем в полуформах
подготавливают литник для заливки металла и выпор, через который при
заполнении формы происходит «отход» воздуха и газов. Для этого соединяют
обе полуформы и сверлом
5-6 мм проделывают канал по плоскости разъема к наиболее объемной части
формы - литник, а к противоположной ее стороне ведет выпор меньшим
диаметром — около 1 мм. Приемный край литника рассверливают, чтобы
получилась воронка. (Не забудьте удалить мягкой кисточкой крошки гипса
после этих операций.)
Перед заливкой, положив
тонкий слой разделительной смазки - скипидарной мастики для полов - на
все поверхности соприкосновения, а также и в саму форму, сложите
полуформы вместе и крепко обвяжите их.
Помните, что расплавленный
металл необходимо заливать в литник тонкой непрерывной струей. Разбирать
опоку и снимать полуформы можно только после того, как литье полностью
остынет.
Для изготовления плоских
предметов, скажем, пластин, используется более легкий в подготовке
способ так называемого барельефного литья. Он отличается от описанного —
объемного — тем, что модель «утапливается» в пластилин подмодельной
доски полностью, то есть поверхность верхней полуформы остается гладкой:
последняя - гипсовая - просто накладывается на модель, лишь
соприкасаясь, накрывая ее (она может быть подготовлена заранее). В этой
же полуформе «открытым способом» — ножом вырезаются и литник и выпор.
Несколько советов по
обработке извлеченных из формы изделий. Их необходимо поскорее очистить
от остатков гипса с помощью металлической щетки и облоя. Последняя
операция проводится по возможности осторожно зубилом или кусачками с
последующей зачисткой надфилем. От частичек флюса, пригаров, окисных
пленок освобождаются химическим путем: протравливают деталь в слабом
(5-15%-ном) растворе серной кислоты. Мелкие элементы доводят
гравировальными штихелями и чеканами. Полировка выполняется различными
пастами: для твердых металлов (латуни, мельхиора, серебра) применяйте
пасту ГОИ, «Крокус», для мягких (олово, свинец) — зубной порошок,
размешанный в расплавленном парафине.
Для придания готовым
изделиям «модной» сейчас окраски — под старое серебро, под старую
бронзу, золото — и, кроме того, чтобы полнее выявить рельеф рисунков, их
подвергают электрохимическому или химическому оксидированию. Наиболее
распространенный способ — обработка раствором серной печени, которую
получают «сплавляя» серу и поташ в соотношении 1:2.
Можно пользоваться и
масляным красками, покрывая их затем фиксативом или бесцветным лаком —
для большей сохранности положенных слоев.
И последнее. Все работы с
тиглем проводите, только отключив его от электросети. Пользуйтесь
брезентовыми рукавицами, защитными очками или маской. Загрузку шихты
начинайте лишь после полного остывания тигля и его просушки. При
операции с химическими веществами также соблюдайте меры безопасности.
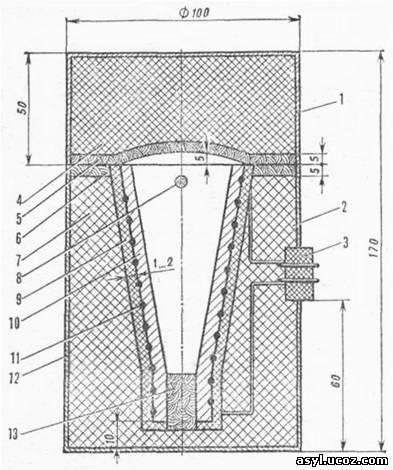
Рис. 1. Мини-печь:
1 — крышка, 2 — корпус, 3 — штепсельная коробка, 4, 7 — асбестовая
крошка, 5, 6 — глиняная облицовка, 8 — заделка крепежного отверстия, 9 —
кварцевая теплоизоляционная ткань, 10 — корпус нагревательного
элемента, 11 — нихромовый нагреватель, 12 — стенка корпуса, 13 — заделка
цоколя.
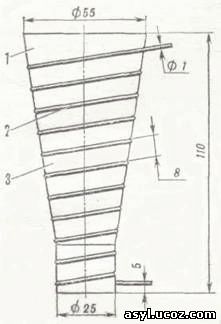
Рис. 2. Нагревательный элемент — тигель мини-печи:
1 — керамический тигель, 2 — нихромовый нагреватель, 3 — цокольная часть тигля.
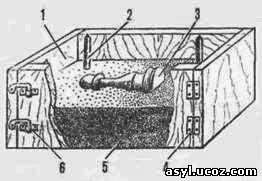
Рис. 3. Литьевой ящик:
1 — опока, 2 — фиксирующий штырь, 3 — модель, 4 — петля стенок опоки, 5 — подмодельная доска, 6 — запорный крючок.
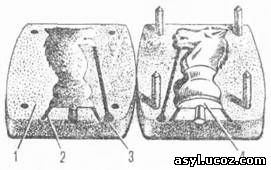
Рис. 4. Готовая полуформа:
1 — полуформа, 2 — выпор, 3 — литник, 4 — форма модели.
Авторы: А.Таланов, В.Федоров |
